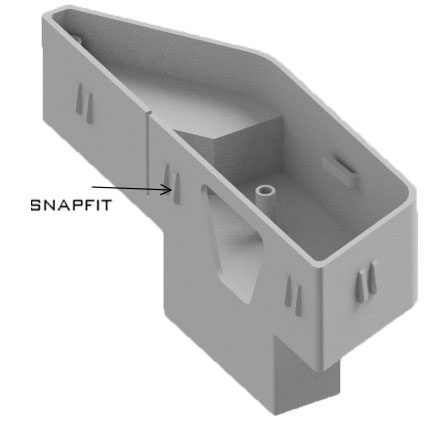
.